光沢計について(測定機器コラム)
4. 光沢計(グロスメーター)の仕組み
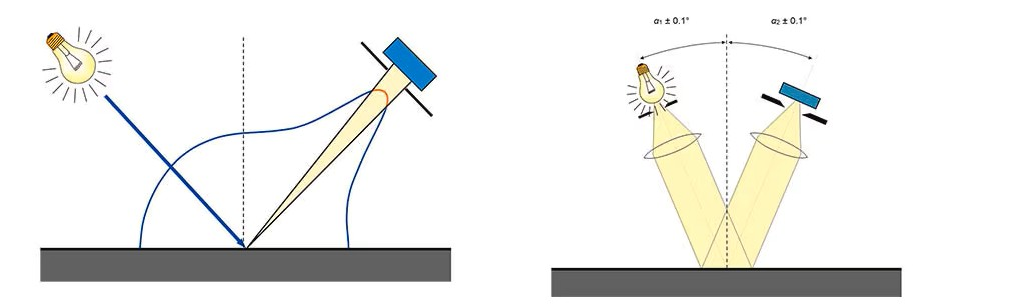
光沢計(グロスメーター)の測定原理は、表面で反射された光のうち、鏡の様に反射する成分(正反射光)を測定する事に基づいています。
反射光の強さは、「AP」と呼ばれる開口部によって限定された特定の角度範囲で測定されます。
光源からの光は、まず「AP1」という開口部を通って資料表面を照らし、その後、反射した光の内、「AP2」という開口部を通過した光を検出器で測定します。
光沢値の測定は「相対評価」
光沢値は絶対値ではなく、基準となる黒色ガラス標準板との比較で決まります。
測定結果は、屈折率1.567の高度に研磨された黒色ガラス標準を基準としています。この黒色ガラス標準には、鏡面反射光沢値100(校正値)が設定されています。
国際規格による統一
測定結果の比較を可能にするため、光沢計の装置仕様や測定方法は以下の国際規格で定められています。
• ISO 2813
• ASTM D523
• JIS Z 8741
• DIN 67530
これらの規格では、以下のパラメータが定義されています。
• 幾何学的条件
(照明角度と反射角度、開口角、光源の特性、検出器の感度など)
• 校正手順
(測定器を基準値に合わせるための方法)
• 測定手順
(実際に光沢値を測る際の操作方法)
• 適用範囲と制限事項
(例:曲面では正確に測れないなど、測定が難しい条件)
4.2 測定角度の使い分け
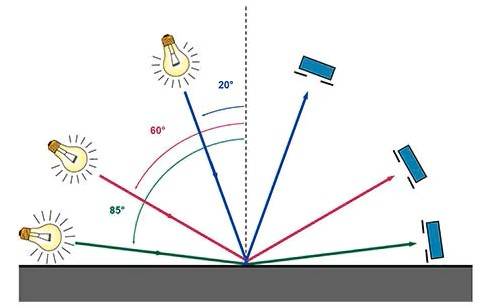
照明角度(光を当てる角度)は、光沢測定の結果に大きく影響します。
塗膜、プラスチックなどの材料では、当たった光の一部は表面で反射し、もう一部は材料内部に入り込みます。
照明角度が大きいほど、表面で反射される光の量は多くなります。
そのため、高光沢から低光沢まで幅広い表面を適切に区別するために、3種類の照明角度(=3つの測定レンジ)が定義されています。
光沢レベルが大きく異なる試料同士を比較する際に、一つの角度、例えば60°だけで測定すると、人間の見た目の印象と測定値が一致しないことがあります。
そのため、国際規格では、異なる入射角での測定が推奨されています。
どの角度を使うかは、以下のように目的によって決まります。
| 測定角度 | 光沢レンジ | 60°測定時 | 主な用途 |
| 20° | 高光沢 | >70 | 自動車塗装、ピアノブラック等 |
| 60° | 中光沢 | 10-70 | 一般的な塗装、プラスチック |
| 85° | 低光沢 | <10 | マット塗装、紙、壁材 |
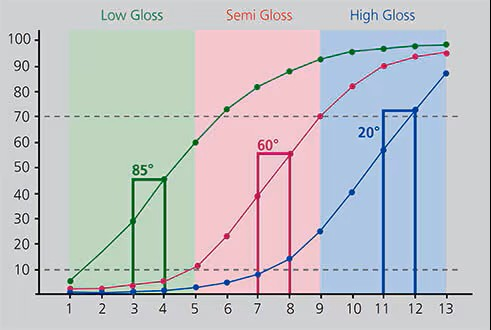
下のグラフは、13種類のサンプルを「マット(つや消し)」から「高光沢」まで視覚的に順位づけし、20°/60°/85°でそれぞれ測定したものです。
グラフの傾きが急な部分では、サンプル間の違いが測定値としてはっきり表れますが、グラフが平らになっている部分では、測定値が人間の見た目の印象と一致しなくなります。
したがって、光沢測定では光沢度に合わせて適切な角度で測定する必要があります。
さらに、業界ごとに特有の測定角度も定められています:
• 45°
セラミック、プラスチック、プラスチックフィルムなど
(ASTM C346、ASTM D2457、JIS Z8741)
• 75°
ビニールサイディング(外壁材)や製紙業界で使用
(ASTM D2457、ASTM D3679、JIS Z8741、TAPPI T480)
次のコラムでは、特殊用途における光沢測定について紹介いたします。