漆黒測定の課題と測定機器について(測定機器コラム)
3. 黒色測定の課題
3.1 S/N比(信号対ノイズ比)
黒色測定において最も大きな課題は、分光測色計で安定した再現性を得ることです。
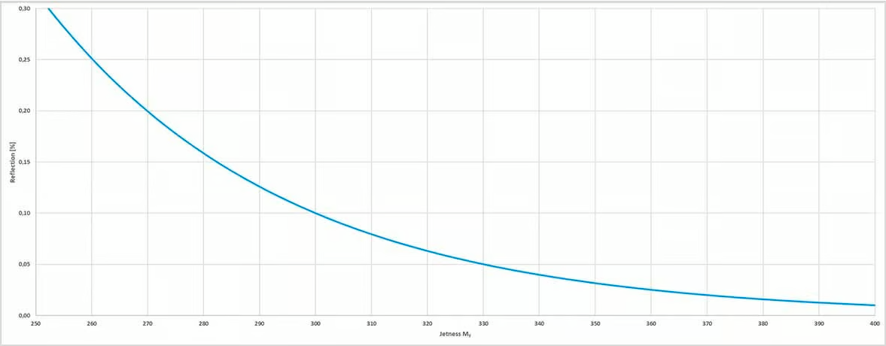
白色がほぼ100%の光を反射するのに対し、黒色はほとんどの光が吸収されるため、反射光は極めて少なくなります。
その結果、暗色になるほど測定信号は小さくなりますが、電子部品に起因するノイズは一定であるため、S/N比は大きく低下します。
特に、L*値が1.0未満となるような漆黒においては、測定機器にとって極めて厳しい条件となり、ハンディタイプの分光測色計の性能限界に近い領域での測定となります。
3.2 Proモデルの開発
BYK-Gardner社は、この課題に対して、黒の深さに関わらず測定およびアンダートーン評価が可能なハンディ型および据置型測定機器の開発に取り組みました。
その優れた性能の基盤となるのは、高出力LED光源の採用です。独自の製造管理により、短期および長期にわたって高い安定性を実現し、測定スポットを均一に照射します。
また、S/N比の改善のため、高精度な電子・光学部品に加え、黒色専用の校正・測定モード(Jetnessモード)を搭載しています。
このモードではLEDの光強度を高め、照射時間を長く設定しています。
なお、黒さが低い試料はJetnessモードでは測定できず、通常モードで再測定し、M値の代わりにG値(Grayness)が表示されます。
これにより、spectro2guide Proおよびcolor2view Proは、極めて高い光吸収特性を持つ漆黒でも、安定した高精度測定を実現します。
4複数の漆黒の測色
4.1 試料および試料調整
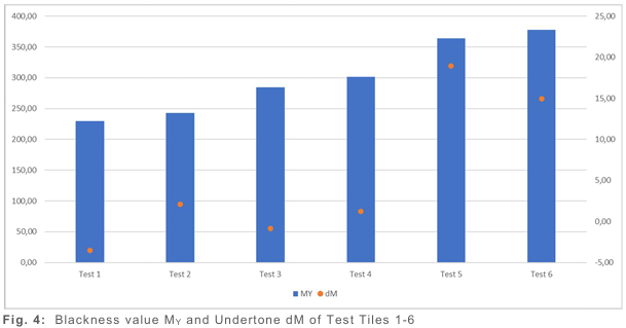
6種類のサンプル(Sample 1〜Sample 6)を使用し、MYおよびdM値の違いを評価しました。サンプルは高光沢黒塗装のガラス板です。
漆黒の正確な測定には、サンプル表面が完全にきれいな状態である必要があります。傷や指紋、埃などは測定結果に大きく影響します。そのため、測定前に蒸留水および無塵ワイプで清掃を行いました。また、付属のLEDライトで15〜45°の照射角度の表面状態に汚れがないことを確認します。
4.2 視覚評価
D65光源を再現するbyko-spectra proにて、45°条件で評価しました。熟練された評価者によりサンプルは黒さに応じて並べ替えられ、その順序はSample 1(最も浅い黒)からSample 6(最も深い黒)となりました。
- Sample 5・6:明確な青み
- Sample 1:黄色み(赤み)
- Sample 2〜4:ほぼニュートラル
4.3 測定条件
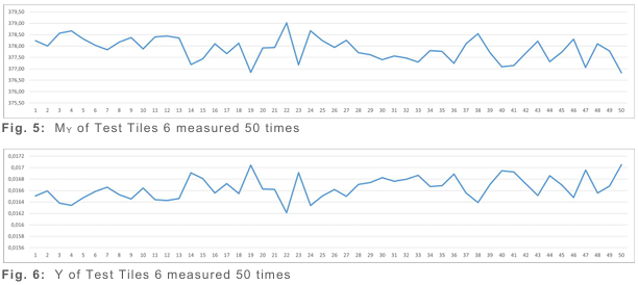
各サンプルは同一点で50回連続測定を実施し、ソフトウェア制御により測定者の影響を最小化しました。
4.4 結果
測色結果は視覚評価と高い一致を示し、Proモデルは黒さおよびアンダートーンの両面で正確な分類が可能であることが確認されました。
特に最も深い黒(Sample 6)では:
- 平均MY:378
- 平均Y値:0.0116
- 標準偏差:0.0002
非常に低い反射率(ppmレベル)においても、高い再現性が達成されています。
5. まとめ
BYK -Gardner社のProモデルにより、これまで困難とされてきた漆黒の高精度・高再現性測定が実現されました。黒さMy値が400に近い極限領域においても優れた性能を発揮します。
これにより、従来困難であった漆黒を含む色彩調和の精密な管理が可能となり、視覚評価との高い相関性を持つ、信頼性の高い品質管理を提供できます。